Страница 1 из 2
Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 08:49
Александр Павлович
Здравствуйте!
Меня зовут Александр.
Занимаемся литьём пластмасс под давлением. На одном из наших изделий имеем проблему в виде глянцевых свилей (всплески), белых полос.
ссылки удалены
Материал изделия - Композиция полиамида Армамид ПА СВ 20-1-8617 (стеклонаполненый полиамид).
Дефект появляется, можно сказать, в одном месте (если настройки тпа не меняются)
При запуске первые изделия появляются без таких дефектов, присутствуют только следы разложившегося материала:
ссылки удалены
Далее дефекты появляются (первые 3 фото) .
Форма горячеканальная.
Диаметр шнека 110 мм.
Масса впрыска 3150 г.
Время впрыска 6,2 сек.
Выдержка под давлением 10 сек / 40 бар.
Время дозировки 70 сек
Время охлаждения 75 сек
Время цикла 120 сек
Температуры на цилиндре 235 - 240 - 240 - 240 - 240 - 235 - 230 - 60
Температура горячих каналов 260
Материал сушим при температуре 90 гр., 4 часа.
Температуру формы пробовали делать различную. зависимость не выявили. В данный момент установлена 50°С на обеих половинах.
Буду благодарен за советы, Спасибо.
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 09:40
Артур69
Я бы для начала температуры в цилиндре поднял. Градусов на 20 . Обычно помогает ещё медленное дозирование. Но у вас итак уже 70 сек . Это точно?
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 10:20
Александр Павлович
Поднимали температуру на узле впрыска до 270°С.
Дозировка 70 секунд. Пробовали делать 40 и 90. Разницы нет никакой.
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 10:22
nozzio
я без советов...я только удочку дать могу, а рыбу это уже коммерция...
мысли вслух... не более того...

отливка больше 3 кг? не ошибаетесь?
каждые две минуты? не ошибаетесь?
фото 3. потребность почти 100 кг/час сухого сырья? я не ошибаюсь? задумайтесь о
производительности и
типе вашего сушильного оборудования...
фото 1. "полоска" рядом с местом впрыска? перпендикулярно движению расплава? профиль скорости какой? задумайтесь о движении расплава в форме...
имхо, технолог (наладчик) вам, барин, нужен...

Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 10:25
Артур69
Да и ещё. Не совсем понял про температуры формы, но 50 градусов может быть мало. Можете смело до 70-80 греть. Вообще проблема может быть так же в очень маленьком диаметре точки впрыска .
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 12:09
Kirilliq
nozzio писал(а): 13 май 2020, 10:22
потребность почти 100 кг/час сухого сырья? я не ошибаюсь? задумайтесь о
производительности и
типе вашего сушильного оборудования...
Так тонко, что прямо толсто

Неужели сушильный бункер почти на полтонны?
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 12:20
Александр Павлович
nozzio писал(а): 13 май 2020, 10:22
я без советов...я только удочку дать могу, а рыбу это уже коммерция...
мысли вслух... не более того...
отливка больше 3 кг? не ошибаетесь?
каждые две минуты? не ошибаетесь?
фото 3. потребность почти 100 кг/час сухого сырья? я не ошибаюсь? задумайтесь о
производительности и
типе вашего сушильного оборудования...
фото 1. "полоска" рядом с местом впрыска? перпендикулярно движению расплава? профиль скорости какой? задумайтесь о движении расплава в форме...
имхо, технолог (наладчик) вам, барин, нужен...
Вес отливки 3,2 кг
Цикл 120 сек.
Производительность сушильного бункера 120 кг/ч
Полоска фото №1 перпендикулярна движению расплава, но я бы не сказал, что рядом.
Профиль скорости [позиция/скорость] 320/58 - 80/60 - 40/50. Точка переключения 26 мм. Подушка: 11 мм.
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 12:21
Александр Павлович
Артур69 писал(а): 13 май 2020, 10:25
Да и ещё. Не совсем понял про температуры формы, но 50 градусов может быть мало. Можете смело до 70-80 греть. Вообще проблема может быть так же в очень маленьком диаметре точки впрыска .
Форму разогревали до 80°С. Эффекта это не дало. Так же охлаждали форму до 30°С. Дефект не меняется.
Диаметр сопла 8 мм. Диаметр сопельной втулки 8 мм. Диаметр литниковой втулки 5,5 мм.
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 12:23
Александр Павлович
Kirilliq писал(а): 13 май 2020, 12:09
nozzio писал(а): 13 май 2020, 10:22
потребность почти 100 кг/час сухого сырья? я не ошибаюсь? задумайтесь о
производительности и
типе вашего сушильного оборудования...
Так тонко, что прямо толсто
Неужели сушильный бункер почти на полтонны?
Объем сушильного бункера 600 дм3.
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 12:26
Артур69
Kirilliq писал(а): 13 май 2020, 12:09
nozzio писал(а): 13 май 2020, 10:22
потребность почти 100 кг/час сухого сырья? я не ошибаюсь? задумайтесь о
производительности и
типе вашего сушильного оборудования...
Так тонко, что прямо толсто
Неужели сушильный бункер почти на полтонны?
Ну при таких изделиях по-другому никак. У нас почти все 500 - 800 кг вмещается.
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 13:03
Артур69
Александр Павлович писал(а): 13 май 2020, 12:21
Артур69 писал(а): 13 май 2020, 10:25
Да и ещё. Не совсем понял про температуры формы, но 50 градусов может быть мало. Можете смело до 70-80 греть. Вообще проблема может быть так же в очень маленьком диаметре точки впрыска .
Форму разогревали до 80°С. Эффекта это не дало. Так же охлаждали форму до 30°С. Дефект не меняется.
Диаметр сопла 8 мм. Диаметр сопельной втулки 8 мм. Диаметр литниковой втулки 5,5 мм.
Вообще я имел в виду точку впрыска в форме . И ещё уберите до минимума Staudruck, вот это давление. Не уверен что машина правильно перевела. И как можно быстрее впрыск.
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 13:21
Александр Павлович
Противодавление? Выставлено 2 бара
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 13:48
nozzio
Александр Павлович писал(а): 13 май 2020, 12:20
Профиль скорости [позиция/скорость] 320/58 - 80/60 - 40/50.
не... не то... одной скоростью вы видовой с̶л̶о̶н̶а̶ ̶н̶е̶ ̶п̶р̶о̶д̶а̶д̶и̶т̶е̶ полиамид со стеклом не прольёте... вы сдвигаете слои... подбирайте по схеме: быстро-медленее-медленно... в конце совсем медленно...
Александр Павлович писал(а): 13 май 2020, 12:20
Производительность сушильного бункера 120 кг/ч
а вы точно уверены что 120 кг/ч
именно по полиамиду, я вот нет... только горячий воздух?.. осушитель, вакуум имеется? у вас деталь в серебре...
у вас ГКС, можно добиться идеала... температура формы градусов 60-70, если вы не видите эффекта от измения циферек на термостате, это плохо... а он есть, а вы не видите...

а вы должны
знать, какой это эффект даёт...
p.s. деталь 3 кг полиамида... не гаражники... завод, млин... оборонка... автопром... бюджетные средства... машина, форма за миллиард юаней... нанять специалиста... неее...
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 14:13
Александр Павлович
nozzio писал(а): 13 май 2020, 13:48
Александр Павлович писал(а): 13 май 2020, 12:20
Профиль скорости [позиция/скорость] 320/58 - 80/60 - 40/50.
не... не то... одной скоростью вы видовой с̶л̶о̶н̶а̶ ̶н̶е̶ ̶п̶р̶о̶д̶а̶д̶и̶т̶е̶ полиамид со стеклом не прольёте... вы сдвигаете слои... подбирайте по схеме: быстро-медленее-медленно... в конце совсем медленно...
Александр Павлович писал(а): 13 май 2020, 12:20
Производительность сушильного бункера 120 кг/ч
а вы точно уверены что 120 кг/ч
именно по полиамиду, я вот нет... только горячий воздух?.. осушитель, вакуум имеется? у вас деталь в серебре...
у вас ГКС, можно добиться идеала... температура формы градусов 60-70, если вы не видите эффекта от измения циферек на термостате, это плохо... а он есть, а вы не видите...
а вы должны
знать, какой это эффект даёт...
p.s. деталь 3 кг полиамида... не гаражники... завод, млин... оборонка... автопром... бюджетные средства... машина, форма за миллиард юаней... нанять специалиста... неее...
Дефект нестабильный, может идти через одно/ два изделия. Если бы были неправильно подобраны скорости дефект был бы постоянным. Как мне кажется.
Пробовали делать скорость в конце медленную - появлялись новые дефекты в последних точках заливки.
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 14:16
Sandy
nozzio писал(а): 13 май 2020, 13:48
p.s. деталь 3 кг полиамида... не гаражники... завод, млин... оборонка... автопром... бюджетные средства... машина, форма за миллиард юаней... нанять специалиста... неее...
Да ладно, видно же, что человек в литье разбирается - он и пришел сюда за советом.
А по сушилке, верный уточняющий вопрос задан.
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 14:20
Sandy
Если с режимами ТПА не получится решить проблему, я бы посоветовал купить импортный РА.
У меня были проблемы с Армленом от Полипластика - на одной из партий, также пошли непонятные разводы.
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 14:31
Александр Павлович
Сушится материал горячим воздухом, осушитель - цеолит, вакуума нет.
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 14:32
nozzio
Sandy писал(а): 13 май 2020, 14:16
Да ладно, видно же, что человек в литье разбирается - он и пришел сюда за советом.
да, я старый, злой человек

Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 15:22
Maks42
Вызовите техподдержку с Полипластика, у них были неплохие специалисты по литью.
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 15:33
Артур69
Александр Павлович писал(а): 13 май 2020, 14:31
Сушится материал горячим воздухом, осушитель - цеолит, вакуума нет.
Точку росы тоже в минусе держите ?
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 16:49
olegb
Артур69 писал(а): 13 май 2020, 15:33
Александр Павлович писал(а): 13 май 2020, 14:31
Сушится материал горячим воздухом, осушитель - цеолит, вакуума нет.
Точку росы тоже в минусе держите ?
Точку росы мы не можем контролировать. Изготовитель оборудования заявляет показатель в -65 градусов.
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 17:13
Артур69
Раздвоение личности

? Ну не важно.
Изготовитель много чего сказать может. Такой важный показатель лучше всегда воочию видеть. С отводом агрегата лить наверное пробовали? Больше на расстоянии помочь нечем . Я бы ещё ГК градусов на 300 разагрел , чисто что бы увидеть изменения. А вообще , всё что касается стекло полиамида , переходите на Durethan и забудьте проблемы. Но это наверное другая тема и не реклама.
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 17:24
Александр Павлович
Да. Это мой коллега. Работаем без отвода сопла с остаточным прижимом 30 бар.
При 300 гр. Дефект не меняется. Иногда создаётся впечатление, что дефект проходит сам собой.
Потом при тех же настройках идёт дефект, неподдающийся настройке.
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 17:32
Артур69
Александр Павлович писал(а): 13 май 2020, 17:24
Да. Это мой коллега. Работаем без отвода сопла с остаточным прижимом 30 бар.
При 300 гр. Дефект не меняется. Иногда создаётся впечатление, что дефект проходит сам собой.
Потом при тех же настройках идёт дефект, неподдающийся настройке.
Я думаю дело всё-таки в материале. Вам нужно попробовать, как советовали, взять с другой партии или вообще что либо другое . Попробуйте пролить с чем нибудь без стекла. Точно ли это шлиры от стекла? Иногда трудно разницу отличить.
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 19:08
Артур69
Вот , к слову о стекле. Только что привезли новую форму. Завтра пробовать, я на материал глянул и плохо стало. 40 % стекла. Сушка до 140 градусов. Плав 320-340 . Форма больше 140 градусов. Как металлурги становимся
.
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 19:39
Sandy
Полифениленсульфид однако. Нормальный материал который льется без особых проблем, если только деталь также "нормальная" :)
Артур, вы бы отдельную тему по данной детали из PPS создали бы. Думается нам будет очень-очень интересно!
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 19:51
Артур69
Sandy писал(а): 13 май 2020, 19:39
Полифениленсульфид однако. Нормальный материал который льется без особых проблем, если только деталь также "нормальная" :)
Артур, вы бы отдельную тему по данной детали из PPS создали бы. Думается нам будет очень-очень интересно!
Хорошо, можно попробовать.
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 13 май 2020, 21:26
Максим Викторович
По сабжу - как выше писали очень похоже на влагу в материале.
По поводу PPS - когда-то пытались Фортрон с 65% наполнения перегранулировать. Кошмар.)
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 14 май 2020, 08:53
nozzio
материал не простой... с отливкой в 3 кг вообще не будет мелочей...
сушка первостепенно...
вот таблица для примера:
https://www.vivtech.ru/upload/pic/sushi ... /dry42.jpg
посмотрите на производительность сушки по гигроскопичным материалам: абс 120 кг на 600 литрах, а па? а для па вам нужно
минимум 900 литров...
а для стеклонаполненного я бы взял +20% - 1200 литров... ибо это блин полипластик (ничего не имею против компании)
это то что лежит на поверхности вашей проблемы, верхушка айсберга... и я не вообще не претендую на истину...
пресс-форма на первом зауске? это может газоотвод... балансировка сопел по впрыску и спаям...
температура фоп... скорость... материал не тот... машина не та... люди не те... облой по смыканию вот мне не нравится на вашем фото (нечётко, может и нет его)...
Re: Дефект при литье стеклонаполненного полиамида
Добавлено: 14 май 2020, 13:57
olegb
Форма в производстве уже давно.
На счет газоотвода: особо разницы нет, чистые воздушники или засоренные. Форма может работать на грязной форме, а на чистой не пойдет. И наоборот.
Балансировка сопел невозможна. Точка впрыска одна.
Как можно проверить что материал "не тот"? Какие показатели необходимо проверять?
 ? Ну не важно.
? Ну не важно. 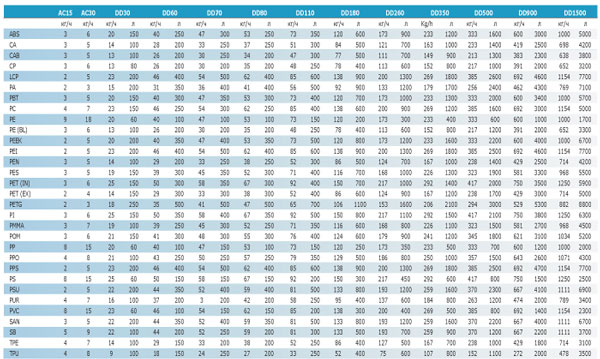{kind=link}