Перевод иностранных статей
Добавлено: 25 мар 2015, 14:48
Всем доброго времени суток.
Есть желание переводить статьи с популярных зарубежных ресурсов полимерной тематики, которые находятся в открытом доступе.
Для начала предлагаю цикл статей "Показатель текучести расплава" Майкла Сепе.
В статьях достаточно доступным языком рассказывается о преимуществах и недостатках этого метода испытаний полимеров и что он может дать переработчику.
Источник: http://www.ptonline.com/columns/melt-fl ... tingpart-1
За качество перевода прошу сильно не пинать, так как это первый опыт. Предложения и корректировки очень приветствуются.
Целесообразность дальнейшего перевода буду оценивать по вашим комментариям.
Вот перевод первой части:
Показатель текучести расплава (ПТР) часто критикуют, хотя это очень хорошая мера средней молекулярной массы полимера. Так как молекулярная масса оказывает большое влияние на характеристики полимера, ПТР оказывается очень полезным показателем.
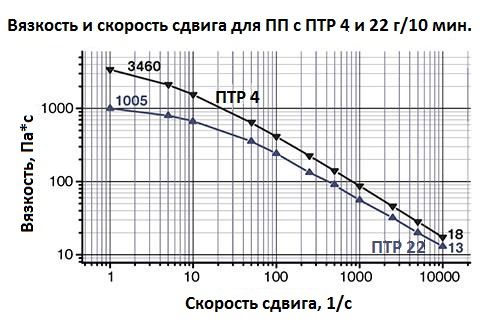
Специалисты индустрии пластмасс принижают его значение или прямо говорят о его бесполезности. Переработчики сразу отметят, что значение ПТР полимера лишь единичная точка на кривой характеризующей вязкость полимера как функцию скорости сдвига. Так как пластмассы являются неньютоновскими жидкостями их вязкость меняется со скоростью сдвига.
Измерение ПТР происходит при одной постоянной скорости потока расплава, а следовательно и при постоянной скорости сдвига, и не дает информации о поведении полимера при разных скоростях сдвига, и, что еще хуже скорость сдвига даже не контролируется. Пока нагрузка на расплав, или, другими словами, напряжение сдвига постоянны в течение испытания, скорость сдвига является результатом испытания. ПТР сам по себе является отражением скорости сдвига, при которой полимер течет при испытании, но он является результатом испытания, а не контролируемым входным значением.
Академики не любят единицы измерения. Как получить из грамм/10 минут что либо осмысленное в базовых терминах поведения полимеров? Я много написал о взаимосвязи между ПТР и средней молекулярной массой. Этим я заслужил несколько разгневанных писем от университетских профессоров настаивающих, чтобы я объяснил, как перевести г/10 мин в правильные единицы для молекулярной массы - грамм/моль. Это хороший вопрос и я постараюсь ответить на него насколько возможно полно в течение нескольких следующих статей.
На самом деле, измерение ПТР это плохой инструмент для оценки перерабатываемости, по причинам которые мы детально объясним в этой серии статей. ПТР никогда не был предназначен для оценки перерабатываемости. Это его толкование возникло у некоторых специалистов в сообществе переработчиков пластмасс. Представление, что экструзионный пластометр является капиллярным реометром для бедных фундаментально ошибочно. Также необходимо добавить, что соотношение между ПТР и средней молекулярной массой, весьма относительно. Существует множество факторов, которые могут исказить его и сделать его интерпретацию достаточно сложной.
К примеру, добавление ингредиентов в компаунд, таких как стекловолокно, модификаторов ударной вязкости и других добавок может изменять значение ПТР материала без изменения средней молекулярной массы полимера.
Но если измерение ПТР столь бесполезно, зачем производители публикуют эти данные в практически каждой таблице характеристик материала? Это не просто строчка в таблице, а ключевая характеристика, которая делит одну марку полимера от другой в данной категории полимеров. В таких разных материалах как поликарбонат, полиацеталь и полистирол, ПТР может быть единственным значением, отличающимся значительно от марки к марке. Причина этого проста. Предполагая, что все остальные факторы остаются постоянными, ПТР - очень хорошая мера средней молекулярной массы полимера. Так как молекулярная масса оказывает большое влияние на характеристики полимера, ПТР оказывается очень полезным показателем.
Скорость течения расплава полимера противоположна его вязкости. Материалы с высокой вязкостью текут с большим сопротивлением и, следовательно, медленнее при любых условиях, чем полимеры с низкой вязкостью. Следовательно, полимеры с высокой молекулярной массой имеют низкий ПТР, а полимеры с низкой молекулярной массой имеют высокий ПТР.
Переработчики, занимающиеся литьем под давлением предпочитают последний, так как такой материал легче заполняет узкие каналы в форме. Такие материалы называют «высокотекучими». Те, кто занимаются экструзией и выдувом под давлением предпочтут марки с высокой молекулярной массой, так как они дают прочность расплаву, которая позволяет легче контролировать форму изделия, даже несмотря на большее расширение расплава на выходе из формующей головы. Конечные пользователи предпочтут изделие из полимера с высокой молекулярной массой зная об этом или нет, так высокая ММ коррелирует с лучшими механическими характеристиками. Стойкость к ударным нагрузкам, усталостная прочность, стойкость к развитию трещин, барьерные свойства - все эти характеристики улучшаются с увеличением ММ.
Мое первое понимание важности ММ, как критерия при выборе материала появилось более 30 лет назад. Мы отливали корпус для сигнала светофора из высокомолекулярной марки поликарбоната. Номинальный ПТР материала был 5 г/10 мин. Геометрия детали вкупе с возрастом наших машин делали эту задачу весьма нелегкой. Так как необходимо было поддерживать определенные характеристики детали, мы проводили испытание на ударную прочность с падающим грузом каждый час, чтобы быть уверенными, что процесс под контролем. В заключении, мы случайным образом выбирали 20 деталей из партии и еще раз проводили это испытание. Обычно 20 деталей из 20 проходили тест.
Однажды мы решили узнать, что произойдет, если использовать марку с низкой ММ. Ход мыслей был такой: если мы сможем использовать более текучий материал, это позволит снизить температуру расплава, а также давление на впрыске и выдержке. Это уменьшит напряжение в материале, что приведет к улучшению ударных характеристик детали или как минимум компенсирует уменьшенную ударную вязкость полимера с меньшей ММ.
Когда мы стали отливать детали с ПТР 10г/мин мы смогли снизить температуру расплава на 22 °С и давление на первой стадии впрыска на 10%. Но когда мы провели испытание снова только 4 образца из 20-ти смогли его выдержать. Это большое изменение в поведении произошло несмотря на то, что в характеристиках обоих марок было указано одинаковое значение ударной вязкости по Изоду. Это несоответствие между реальными результатами и ожиданиями из таблиц характеристик происходит в нашей индустрии каждый день и мы обратимся к причинам этого в следующих статьях цикла.
В нашей следующей статье мы опишем процедуру определения ПТР и обсудим ее сильные и слабые стороны. Также мы объясним причину, почему так много производителей сырья используют ПТР, не только для публикации в таблицах характеристик, но и также как ключевой параметр для определения качества материала от партии к партии.
Есть желание переводить статьи с популярных зарубежных ресурсов полимерной тематики, которые находятся в открытом доступе.
Для начала предлагаю цикл статей "Показатель текучести расплава" Майкла Сепе.
В статьях достаточно доступным языком рассказывается о преимуществах и недостатках этого метода испытаний полимеров и что он может дать переработчику.
Источник: http://www.ptonline.com/columns/melt-fl ... tingpart-1
За качество перевода прошу сильно не пинать, так как это первый опыт. Предложения и корректировки очень приветствуются.
Целесообразность дальнейшего перевода буду оценивать по вашим комментариям.
Вот перевод первой части:
Показатель текучести расплава (ПТР) часто критикуют, хотя это очень хорошая мера средней молекулярной массы полимера. Так как молекулярная масса оказывает большое влияние на характеристики полимера, ПТР оказывается очень полезным показателем.
Специалисты индустрии пластмасс принижают его значение или прямо говорят о его бесполезности. Переработчики сразу отметят, что значение ПТР полимера лишь единичная точка на кривой характеризующей вязкость полимера как функцию скорости сдвига. Так как пластмассы являются неньютоновскими жидкостями их вязкость меняется со скоростью сдвига.
Измерение ПТР происходит при одной постоянной скорости потока расплава, а следовательно и при постоянной скорости сдвига, и не дает информации о поведении полимера при разных скоростях сдвига, и, что еще хуже скорость сдвига даже не контролируется. Пока нагрузка на расплав, или, другими словами, напряжение сдвига постоянны в течение испытания, скорость сдвига является результатом испытания. ПТР сам по себе является отражением скорости сдвига, при которой полимер течет при испытании, но он является результатом испытания, а не контролируемым входным значением.
Академики не любят единицы измерения. Как получить из грамм/10 минут что либо осмысленное в базовых терминах поведения полимеров? Я много написал о взаимосвязи между ПТР и средней молекулярной массой. Этим я заслужил несколько разгневанных писем от университетских профессоров настаивающих, чтобы я объяснил, как перевести г/10 мин в правильные единицы для молекулярной массы - грамм/моль. Это хороший вопрос и я постараюсь ответить на него насколько возможно полно в течение нескольких следующих статей.
На самом деле, измерение ПТР это плохой инструмент для оценки перерабатываемости, по причинам которые мы детально объясним в этой серии статей. ПТР никогда не был предназначен для оценки перерабатываемости. Это его толкование возникло у некоторых специалистов в сообществе переработчиков пластмасс. Представление, что экструзионный пластометр является капиллярным реометром для бедных фундаментально ошибочно. Также необходимо добавить, что соотношение между ПТР и средней молекулярной массой, весьма относительно. Существует множество факторов, которые могут исказить его и сделать его интерпретацию достаточно сложной.
К примеру, добавление ингредиентов в компаунд, таких как стекловолокно, модификаторов ударной вязкости и других добавок может изменять значение ПТР материала без изменения средней молекулярной массы полимера.
Но если измерение ПТР столь бесполезно, зачем производители публикуют эти данные в практически каждой таблице характеристик материала? Это не просто строчка в таблице, а ключевая характеристика, которая делит одну марку полимера от другой в данной категории полимеров. В таких разных материалах как поликарбонат, полиацеталь и полистирол, ПТР может быть единственным значением, отличающимся значительно от марки к марке. Причина этого проста. Предполагая, что все остальные факторы остаются постоянными, ПТР - очень хорошая мера средней молекулярной массы полимера. Так как молекулярная масса оказывает большое влияние на характеристики полимера, ПТР оказывается очень полезным показателем.
Скорость течения расплава полимера противоположна его вязкости. Материалы с высокой вязкостью текут с большим сопротивлением и, следовательно, медленнее при любых условиях, чем полимеры с низкой вязкостью. Следовательно, полимеры с высокой молекулярной массой имеют низкий ПТР, а полимеры с низкой молекулярной массой имеют высокий ПТР.
Переработчики, занимающиеся литьем под давлением предпочитают последний, так как такой материал легче заполняет узкие каналы в форме. Такие материалы называют «высокотекучими». Те, кто занимаются экструзией и выдувом под давлением предпочтут марки с высокой молекулярной массой, так как они дают прочность расплаву, которая позволяет легче контролировать форму изделия, даже несмотря на большее расширение расплава на выходе из формующей головы. Конечные пользователи предпочтут изделие из полимера с высокой молекулярной массой зная об этом или нет, так высокая ММ коррелирует с лучшими механическими характеристиками. Стойкость к ударным нагрузкам, усталостная прочность, стойкость к развитию трещин, барьерные свойства - все эти характеристики улучшаются с увеличением ММ.
Мое первое понимание важности ММ, как критерия при выборе материала появилось более 30 лет назад. Мы отливали корпус для сигнала светофора из высокомолекулярной марки поликарбоната. Номинальный ПТР материала был 5 г/10 мин. Геометрия детали вкупе с возрастом наших машин делали эту задачу весьма нелегкой. Так как необходимо было поддерживать определенные характеристики детали, мы проводили испытание на ударную прочность с падающим грузом каждый час, чтобы быть уверенными, что процесс под контролем. В заключении, мы случайным образом выбирали 20 деталей из партии и еще раз проводили это испытание. Обычно 20 деталей из 20 проходили тест.
Однажды мы решили узнать, что произойдет, если использовать марку с низкой ММ. Ход мыслей был такой: если мы сможем использовать более текучий материал, это позволит снизить температуру расплава, а также давление на впрыске и выдержке. Это уменьшит напряжение в материале, что приведет к улучшению ударных характеристик детали или как минимум компенсирует уменьшенную ударную вязкость полимера с меньшей ММ.
Когда мы стали отливать детали с ПТР 10г/мин мы смогли снизить температуру расплава на 22 °С и давление на первой стадии впрыска на 10%. Но когда мы провели испытание снова только 4 образца из 20-ти смогли его выдержать. Это большое изменение в поведении произошло несмотря на то, что в характеристиках обоих марок было указано одинаковое значение ударной вязкости по Изоду. Это несоответствие между реальными результатами и ожиданиями из таблиц характеристик происходит в нашей индустрии каждый день и мы обратимся к причинам этого в следующих статьях цикла.
В нашей следующей статье мы опишем процедуру определения ПТР и обсудим ее сильные и слабые стороны. Также мы объясним причину, почему так много производителей сырья используют ПТР, не только для публикации в таблицах характеристик, но и также как ключевой параметр для определения качества материала от партии к партии.