Здравствуйте!
Меня зовут Александр.
Занимаемся литьём пластмасс под давлением. На одном из наших изделий имеем проблему в виде глянцевых свилей (всплески), белых полос.
ссылки удалены
Материал изделия - Композиция полиамида Армамид ПА СВ 20-1-8617 (стеклонаполненый полиамид).
Дефект появляется, можно сказать, в одном месте (если настройки тпа не меняются)
При запуске первые изделия появляются без таких дефектов, присутствуют только следы разложившегося материала:
ссылки удалены
Далее дефекты появляются (первые 3 фото) .
Форма горячеканальная.
Диаметр шнека 110 мм.
Масса впрыска 3150 г.
Время впрыска 6,2 сек.
Выдержка под давлением 10 сек / 40 бар.
Время дозировки 70 сек
Время охлаждения 75 сек
Время цикла 120 сек
Температуры на цилиндре 235 - 240 - 240 - 240 - 240 - 235 - 230 - 60
Температура горячих каналов 260
Материал сушим при температуре 90 гр., 4 часа.
Температуру формы пробовали делать различную. зависимость не выявили. В данный момент установлена 50°С на обеих половинах.
Буду благодарен за советы, Спасибо.
Дефект при литье стеклонаполненного полиамида
-
Александр Павлович
- Сообщения: 12
- Зарегистрирован: 12 май 2020, 17:04
- Страна, Регион, Область: Российская Федерация, Нижегородская область
- Город: Нижний Новгород
- Благодарил (а): 0
- Поблагодарили: 0
-
Артур69
- Сообщения: 3083
- Зарегистрирован: 02 фев 2020, 10:56
- Страна, Регион, Область: Германия
- Город: NRW
- Благодарил (а): 1133 раза
- Поблагодарили: 1328 раз
Re: Дефект при литье стеклонаполненного полиамида
Я бы для начала температуры в цилиндре поднял. Градусов на 20 . Обычно помогает ещё медленное дозирование. Но у вас итак уже 70 сек . Это точно?
Nein zum Krieg.
-
Александр Павлович
- Сообщения: 12
- Зарегистрирован: 12 май 2020, 17:04
- Страна, Регион, Область: Российская Федерация, Нижегородская область
- Город: Нижний Новгород
- Благодарил (а): 0
- Поблагодарили: 0
Re: Дефект при литье стеклонаполненного полиамида
Поднимали температуру на узле впрыска до 270°С.
Дозировка 70 секунд. Пробовали делать 40 и 90. Разницы нет никакой.
Дозировка 70 секунд. Пробовали делать 40 и 90. Разницы нет никакой.
-
nozzio
- Сообщения: 66
- Зарегистрирован: 28 фев 2017, 09:15
- Страна, Регион, Область: РФ
- Город: Рязань
- Благодарил (а): 49 раз
- Поблагодарили: 34 раза
Re: Дефект при литье стеклонаполненного полиамида
я без советов...я только удочку дать могу, а рыбу это уже коммерция...
мысли вслух... не более того...
отливка больше 3 кг? не ошибаетесь?
каждые две минуты? не ошибаетесь?
фото 3. потребность почти 100 кг/час сухого сырья? я не ошибаюсь? задумайтесь о производительности и типе вашего сушильного оборудования...
фото 1. "полоска" рядом с местом впрыска? перпендикулярно движению расплава? профиль скорости какой? задумайтесь о движении расплава в форме...
имхо, технолог (наладчик) вам, барин, нужен...
мысли вслух... не более того...
отливка больше 3 кг? не ошибаетесь?
каждые две минуты? не ошибаетесь?
фото 3. потребность почти 100 кг/час сухого сырья? я не ошибаюсь? задумайтесь о производительности и типе вашего сушильного оборудования...
фото 1. "полоска" рядом с местом впрыска? перпендикулярно движению расплава? профиль скорости какой? задумайтесь о движении расплава в форме...
имхо, технолог (наладчик) вам, барин, нужен...
-
Артур69
- Сообщения: 3083
- Зарегистрирован: 02 фев 2020, 10:56
- Страна, Регион, Область: Германия
- Город: NRW
- Благодарил (а): 1133 раза
- Поблагодарили: 1328 раз
Re: Дефект при литье стеклонаполненного полиамида
Да и ещё. Не совсем понял про температуры формы, но 50 градусов может быть мало. Можете смело до 70-80 греть. Вообще проблема может быть так же в очень маленьком диаметре точки впрыска .
- За это сообщение автора Артур69 поблагодарил:
- alexim969.69@mail.ru
- Рейтинг: 5%
Nein zum Krieg.
-
Kirilliq

- Сообщения: 2953
- Зарегистрирован: 20 янв 2009, 15:06
- Страна, Регион, Область: Россия
- Город: Москва
- Откуда: из сказки
- Благодарил (а): 201 раз
- Поблагодарили: 982 раза
- Контактная информация:
Re: Дефект при литье стеклонаполненного полиамида
Так тонко, что прямо толсто
Driving Success.Together
-
Александр Павлович
- Сообщения: 12
- Зарегистрирован: 12 май 2020, 17:04
- Страна, Регион, Область: Российская Федерация, Нижегородская область
- Город: Нижний Новгород
- Благодарил (а): 0
- Поблагодарили: 0
Re: Дефект при литье стеклонаполненного полиамида
Вес отливки 3,2 кгnozzio писал(а): ↑13 май 2020, 10:22я без советов...я только удочку дать могу, а рыбу это уже коммерция...
мысли вслух... не более того...
отливка больше 3 кг? не ошибаетесь?
каждые две минуты? не ошибаетесь?
фото 3. потребность почти 100 кг/час сухого сырья? я не ошибаюсь? задумайтесь о производительности и типе вашего сушильного оборудования...
фото 1. "полоска" рядом с местом впрыска? перпендикулярно движению расплава? профиль скорости какой? задумайтесь о движении расплава в форме...
имхо, технолог (наладчик) вам, барин, нужен...
Цикл 120 сек.
Производительность сушильного бункера 120 кг/ч
Полоска фото №1 перпендикулярна движению расплава, но я бы не сказал, что рядом.
Профиль скорости [позиция/скорость] 320/58 - 80/60 - 40/50. Точка переключения 26 мм. Подушка: 11 мм.
-
Александр Павлович
- Сообщения: 12
- Зарегистрирован: 12 май 2020, 17:04
- Страна, Регион, Область: Российская Федерация, Нижегородская область
- Город: Нижний Новгород
- Благодарил (а): 0
- Поблагодарили: 0
Re: Дефект при литье стеклонаполненного полиамида
Форму разогревали до 80°С. Эффекта это не дало. Так же охлаждали форму до 30°С. Дефект не меняется.
Диаметр сопла 8 мм. Диаметр сопельной втулки 8 мм. Диаметр литниковой втулки 5,5 мм.
-
Александр Павлович
- Сообщения: 12
- Зарегистрирован: 12 май 2020, 17:04
- Страна, Регион, Область: Российская Федерация, Нижегородская область
- Город: Нижний Новгород
- Благодарил (а): 0
- Поблагодарили: 0
-
Артур69
- Сообщения: 3083
- Зарегистрирован: 02 фев 2020, 10:56
- Страна, Регион, Область: Германия
- Город: NRW
- Благодарил (а): 1133 раза
- Поблагодарили: 1328 раз
Re: Дефект при литье стеклонаполненного полиамида
Ну при таких изделиях по-другому никак. У нас почти все 500 - 800 кг вмещается.
Nein zum Krieg.
-
Артур69
- Сообщения: 3083
- Зарегистрирован: 02 фев 2020, 10:56
- Страна, Регион, Область: Германия
- Город: NRW
- Благодарил (а): 1133 раза
- Поблагодарили: 1328 раз
Re: Дефект при литье стеклонаполненного полиамида
Вообще я имел в виду точку впрыска в форме . И ещё уберите до минимума Staudruck, вот это давление. Не уверен что машина правильно перевела. И как можно быстрее впрыск.Александр Павлович писал(а): ↑13 май 2020, 12:21Форму разогревали до 80°С. Эффекта это не дало. Так же охлаждали форму до 30°С. Дефект не меняется.
Диаметр сопла 8 мм. Диаметр сопельной втулки 8 мм. Диаметр литниковой втулки 5,5 мм.
- Вложения
-
Nein zum Krieg.
-
Александр Павлович
- Сообщения: 12
- Зарегистрирован: 12 май 2020, 17:04
- Страна, Регион, Область: Российская Федерация, Нижегородская область
- Город: Нижний Новгород
- Благодарил (а): 0
- Поблагодарили: 0
-
nozzio
- Сообщения: 66
- Зарегистрирован: 28 фев 2017, 09:15
- Страна, Регион, Область: РФ
- Город: Рязань
- Благодарил (а): 49 раз
- Поблагодарили: 34 раза
Re: Дефект при литье стеклонаполненного полиамида
не... не то... одной скоростью вы видовой с̶л̶о̶н̶а̶ ̶н̶е̶ ̶п̶р̶о̶д̶а̶д̶и̶т̶е̶ полиамид со стеклом не прольёте... вы сдвигаете слои... подбирайте по схеме: быстро-медленее-медленно... в конце совсем медленно...Александр Павлович писал(а): ↑13 май 2020, 12:20Профиль скорости [позиция/скорость] 320/58 - 80/60 - 40/50.
а вы точно уверены что 120 кг/ч именно по полиамиду, я вот нет... только горячий воздух?.. осушитель, вакуум имеется? у вас деталь в серебре...
у вас ГКС, можно добиться идеала... температура формы градусов 60-70, если вы не видите эффекта от измения циферек на термостате, это плохо... а он есть, а вы не видите...
а вы должны знать, какой это эффект даёт...
p.s. деталь 3 кг полиамида... не гаражники... завод, млин... оборонка... автопром... бюджетные средства... машина, форма за миллиард юаней... нанять специалиста... неее...
- За это сообщение автора nozzio поблагодарил:
- Максим Викторович
- Рейтинг: 5%
-
Александр Павлович
- Сообщения: 12
- Зарегистрирован: 12 май 2020, 17:04
- Страна, Регион, Область: Российская Федерация, Нижегородская область
- Город: Нижний Новгород
- Благодарил (а): 0
- Поблагодарили: 0
Re: Дефект при литье стеклонаполненного полиамида
Дефект нестабильный, может идти через одно/ два изделия. Если бы были неправильно подобраны скорости дефект был бы постоянным. Как мне кажется.nozzio писал(а): ↑13 май 2020, 13:48не... не то... одной скоростью вы видовой с̶л̶о̶н̶а̶ ̶н̶е̶ ̶п̶р̶о̶д̶а̶д̶и̶т̶е̶ полиамид со стеклом не прольёте... вы сдвигаете слои... подбирайте по схеме: быстро-медленее-медленно... в конце совсем медленно...Александр Павлович писал(а): ↑13 май 2020, 12:20Профиль скорости [позиция/скорость] 320/58 - 80/60 - 40/50.а вы точно уверены что 120 кг/ч именно по полиамиду, я вот нет... только горячий воздух?.. осушитель, вакуум имеется? у вас деталь в серебре...
у вас ГКС, можно добиться идеала... температура формы градусов 60-70, если вы не видите эффекта от измения циферек на термостате, это плохо... а он есть, а вы не видите...
а вы должны знать, какой это эффект даёт...
p.s. деталь 3 кг полиамида... не гаражники... завод, млин... оборонка... автопром... бюджетные средства... машина, форма за миллиард юаней... нанять специалиста... неее...
Пробовали делать скорость в конце медленную - появлялись новые дефекты в последних точках заливки.
-
Sandy
- Сообщения: 623
- Зарегистрирован: 19 янв 2010, 09:16
- Страна, Регион, Область: Россия
- Город: Саров
- Благодарил (а): 36 раз
- Поблагодарили: 73 раза
Re: Дефект при литье стеклонаполненного полиамида
Да ладно, видно же, что человек в литье разбирается - он и пришел сюда за советом.
А по сушилке, верный уточняющий вопрос задан.
- Рейтинг: 5%
-
Sandy
- Сообщения: 623
- Зарегистрирован: 19 янв 2010, 09:16
- Страна, Регион, Область: Россия
- Город: Саров
- Благодарил (а): 36 раз
- Поблагодарили: 73 раза
Re: Дефект при литье стеклонаполненного полиамида
Если с режимами ТПА не получится решить проблему, я бы посоветовал купить импортный РА.
У меня были проблемы с Армленом от Полипластика - на одной из партий, также пошли непонятные разводы.
У меня были проблемы с Армленом от Полипластика - на одной из партий, также пошли непонятные разводы.
-
Александр Павлович
- Сообщения: 12
- Зарегистрирован: 12 май 2020, 17:04
- Страна, Регион, Область: Российская Федерация, Нижегородская область
- Город: Нижний Новгород
- Благодарил (а): 0
- Поблагодарили: 0
Re: Дефект при литье стеклонаполненного полиамида
Сушится материал горячим воздухом, осушитель - цеолит, вакуума нет.
-
nozzio
- Сообщения: 66
- Зарегистрирован: 28 фев 2017, 09:15
- Страна, Регион, Область: РФ
- Город: Рязань
- Благодарил (а): 49 раз
- Поблагодарили: 34 раза
-
Maks42

- Сообщения: 12624
- Зарегистрирован: 19 окт 2009, 11:40
- Страна, Регион, Область: Узбекистан
- Город: Ташкент
- Откуда: Калинин
- Благодарил (а): 2727 раз
- Поблагодарили: 3110 раз
- Контактная информация:
Re: Дефект при литье стеклонаполненного полиамида
Вызовите техподдержку с Полипластика, у них были неплохие специалисты по литью.
Yo'q Urush!
-
Артур69
- Сообщения: 3083
- Зарегистрирован: 02 фев 2020, 10:56
- Страна, Регион, Область: Германия
- Город: NRW
- Благодарил (а): 1133 раза
- Поблагодарили: 1328 раз
Re: Дефект при литье стеклонаполненного полиамида
Точку росы тоже в минусе держите ?Александр Павлович писал(а): ↑13 май 2020, 14:31Сушится материал горячим воздухом, осушитель - цеолит, вакуума нет.
Nein zum Krieg.
-
olegb
- Сообщения: 7
- Зарегистрирован: 13 май 2020, 13:12
- Страна, Регион, Область: Россия
- Город: Г. Дзержинск
- Благодарил (а): 0
- Поблагодарили: 0
Re: Дефект при литье стеклонаполненного полиамида
Точку росы мы не можем контролировать. Изготовитель оборудования заявляет показатель в -65 градусов.Артур69 писал(а): ↑13 май 2020, 15:33Точку росы тоже в минусе держите ?Александр Павлович писал(а): ↑13 май 2020, 14:31Сушится материал горячим воздухом, осушитель - цеолит, вакуума нет.
-
Артур69
- Сообщения: 3083
- Зарегистрирован: 02 фев 2020, 10:56
- Страна, Регион, Область: Германия
- Город: NRW
- Благодарил (а): 1133 раза
- Поблагодарили: 1328 раз
Re: Дефект при литье стеклонаполненного полиамида
Раздвоение личности  ? Ну не важно.
? Ну не важно.
Изготовитель много чего сказать может. Такой важный показатель лучше всегда воочию видеть. С отводом агрегата лить наверное пробовали? Больше на расстоянии помочь нечем . Я бы ещё ГК градусов на 300 разагрел , чисто что бы увидеть изменения. А вообще , всё что касается стекло полиамида , переходите на Durethan и забудьте проблемы. Но это наверное другая тема и не реклама.
? Ну не важно. Изготовитель много чего сказать может. Такой важный показатель лучше всегда воочию видеть. С отводом агрегата лить наверное пробовали? Больше на расстоянии помочь нечем . Я бы ещё ГК градусов на 300 разагрел , чисто что бы увидеть изменения. А вообще , всё что касается стекло полиамида , переходите на Durethan и забудьте проблемы. Но это наверное другая тема и не реклама.
Nein zum Krieg.
-
Александр Павлович
- Сообщения: 12
- Зарегистрирован: 12 май 2020, 17:04
- Страна, Регион, Область: Российская Федерация, Нижегородская область
- Город: Нижний Новгород
- Благодарил (а): 0
- Поблагодарили: 0
Re: Дефект при литье стеклонаполненного полиамида
Да. Это мой коллега. Работаем без отвода сопла с остаточным прижимом 30 бар.
При 300 гр. Дефект не меняется. Иногда создаётся впечатление, что дефект проходит сам собой.
Потом при тех же настройках идёт дефект, неподдающийся настройке.
При 300 гр. Дефект не меняется. Иногда создаётся впечатление, что дефект проходит сам собой.
Потом при тех же настройках идёт дефект, неподдающийся настройке.
-
Артур69
- Сообщения: 3083
- Зарегистрирован: 02 фев 2020, 10:56
- Страна, Регион, Область: Германия
- Город: NRW
- Благодарил (а): 1133 раза
- Поблагодарили: 1328 раз
Re: Дефект при литье стеклонаполненного полиамида
Я думаю дело всё-таки в материале. Вам нужно попробовать, как советовали, взять с другой партии или вообще что либо другое . Попробуйте пролить с чем нибудь без стекла. Точно ли это шлиры от стекла? Иногда трудно разницу отличить.Александр Павлович писал(а): ↑13 май 2020, 17:24Да. Это мой коллега. Работаем без отвода сопла с остаточным прижимом 30 бар.
При 300 гр. Дефект не меняется. Иногда создаётся впечатление, что дефект проходит сам собой.
Потом при тех же настройках идёт дефект, неподдающийся настройке.
- Рейтинг: 5%
Nein zum Krieg.
-
Артур69
- Сообщения: 3083
- Зарегистрирован: 02 фев 2020, 10:56
- Страна, Регион, Область: Германия
- Город: NRW
- Благодарил (а): 1133 раза
- Поблагодарили: 1328 раз
Re: Дефект при литье стеклонаполненного полиамида
Вот , к слову о стекле. Только что привезли новую форму. Завтра пробовать, я на материал глянул и плохо стало. 40 % стекла. Сушка до 140 градусов. Плав 320-340 . Форма больше 140 градусов. Как металлурги становимся .
.- Вложения
-
Nein zum Krieg.
-
Sandy
- Сообщения: 623
- Зарегистрирован: 19 янв 2010, 09:16
- Страна, Регион, Область: Россия
- Город: Саров
- Благодарил (а): 36 раз
- Поблагодарили: 73 раза
Re: Дефект при литье стеклонаполненного полиамида
Полифениленсульфид однако. Нормальный материал который льется без особых проблем, если только деталь также "нормальная" :)
Артур, вы бы отдельную тему по данной детали из PPS создали бы. Думается нам будет очень-очень интересно!
Артур, вы бы отдельную тему по данной детали из PPS создали бы. Думается нам будет очень-очень интересно!
- Рейтинг: 5%
-
Артур69
- Сообщения: 3083
- Зарегистрирован: 02 фев 2020, 10:56
- Страна, Регион, Область: Германия
- Город: NRW
- Благодарил (а): 1133 раза
- Поблагодарили: 1328 раз
-
Максим Викторович

- Сообщения: 1579
- Зарегистрирован: 21 авг 2007, 13:24
- Страна, Регион, Область: Украина, Луганская область
- Город: Северодонецк
- Откуда: Украина, г. Северодонецк
- Благодарил (а): 253 раза
- Поблагодарили: 255 раз
Re: Дефект при литье стеклонаполненного полиамида
По сабжу - как выше писали очень похоже на влагу в материале.
По поводу PPS - когда-то пытались Фортрон с 65% наполнения перегранулировать. Кошмар.)
По поводу PPS - когда-то пытались Фортрон с 65% наполнения перегранулировать. Кошмар.)
- За это сообщение автора Максим Викторович поблагодарил:
- Артур69
- Рейтинг: 5%
Здоровье - лучшее приобретение, удовольствие - лучшая выгода, внушающий доверие - лучший родственник.
Будда.
Будда.
-
nozzio
- Сообщения: 66
- Зарегистрирован: 28 фев 2017, 09:15
- Страна, Регион, Область: РФ
- Город: Рязань
- Благодарил (а): 49 раз
- Поблагодарили: 34 раза
Re: Дефект при литье стеклонаполненного полиамида
материал не простой... с отливкой в 3 кг вообще не будет мелочей...
сушка первостепенно...
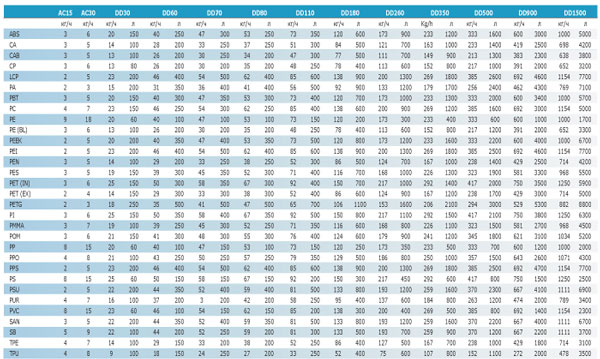
вот таблица для примера: https://www.vivtech.ru/upload/pic/sushi ... /dry42.jpg
посмотрите на производительность сушки по гигроскопичным материалам: абс 120 кг на 600 литрах, а па? а для па вам нужно минимум 900 литров...
а для стеклонаполненного я бы взял +20% - 1200 литров... ибо это блин полипластик (ничего не имею против компании)
это то что лежит на поверхности вашей проблемы, верхушка айсберга... и я не вообще не претендую на истину...
пресс-форма на первом зауске? это может газоотвод... балансировка сопел по впрыску и спаям...
температура фоп... скорость... материал не тот... машина не та... люди не те... облой по смыканию вот мне не нравится на вашем фото (нечётко, может и нет его)...
сушка первостепенно...
вот таблица для примера: https://www.vivtech.ru/upload/pic/sushi ... /dry42.jpg
{kind=link}
посмотрите на производительность сушки по гигроскопичным материалам: абс 120 кг на 600 литрах, а па? а для па вам нужно минимум 900 литров...
а для стеклонаполненного я бы взял +20% - 1200 литров... ибо это блин полипластик (ничего не имею против компании)
это то что лежит на поверхности вашей проблемы, верхушка айсберга... и я не вообще не претендую на истину...
пресс-форма на первом зауске? это может газоотвод... балансировка сопел по впрыску и спаям...
температура фоп... скорость... материал не тот... машина не та... люди не те... облой по смыканию вот мне не нравится на вашем фото (нечётко, может и нет его)...
-
olegb
- Сообщения: 7
- Зарегистрирован: 13 май 2020, 13:12
- Страна, Регион, Область: Россия
- Город: Г. Дзержинск
- Благодарил (а): 0
- Поблагодарили: 0
Re: Дефект при литье стеклонаполненного полиамида
Форма в производстве уже давно.
На счет газоотвода: особо разницы нет, чистые воздушники или засоренные. Форма может работать на грязной форме, а на чистой не пойдет. И наоборот.
Балансировка сопел невозможна. Точка впрыска одна.
Как можно проверить что материал "не тот"? Какие показатели необходимо проверять?
На счет газоотвода: особо разницы нет, чистые воздушники или засоренные. Форма может работать на грязной форме, а на чистой не пойдет. И наоборот.
Балансировка сопел невозможна. Точка впрыска одна.
Как можно проверить что материал "не тот"? Какие показатели необходимо проверять?
Кто сейчас на конференции
Сейчас этот форум просматривают: нет зарегистрированных пользователей и 158 гостей